مقایسه تولید پیچ از روش فورج گرم و سرد
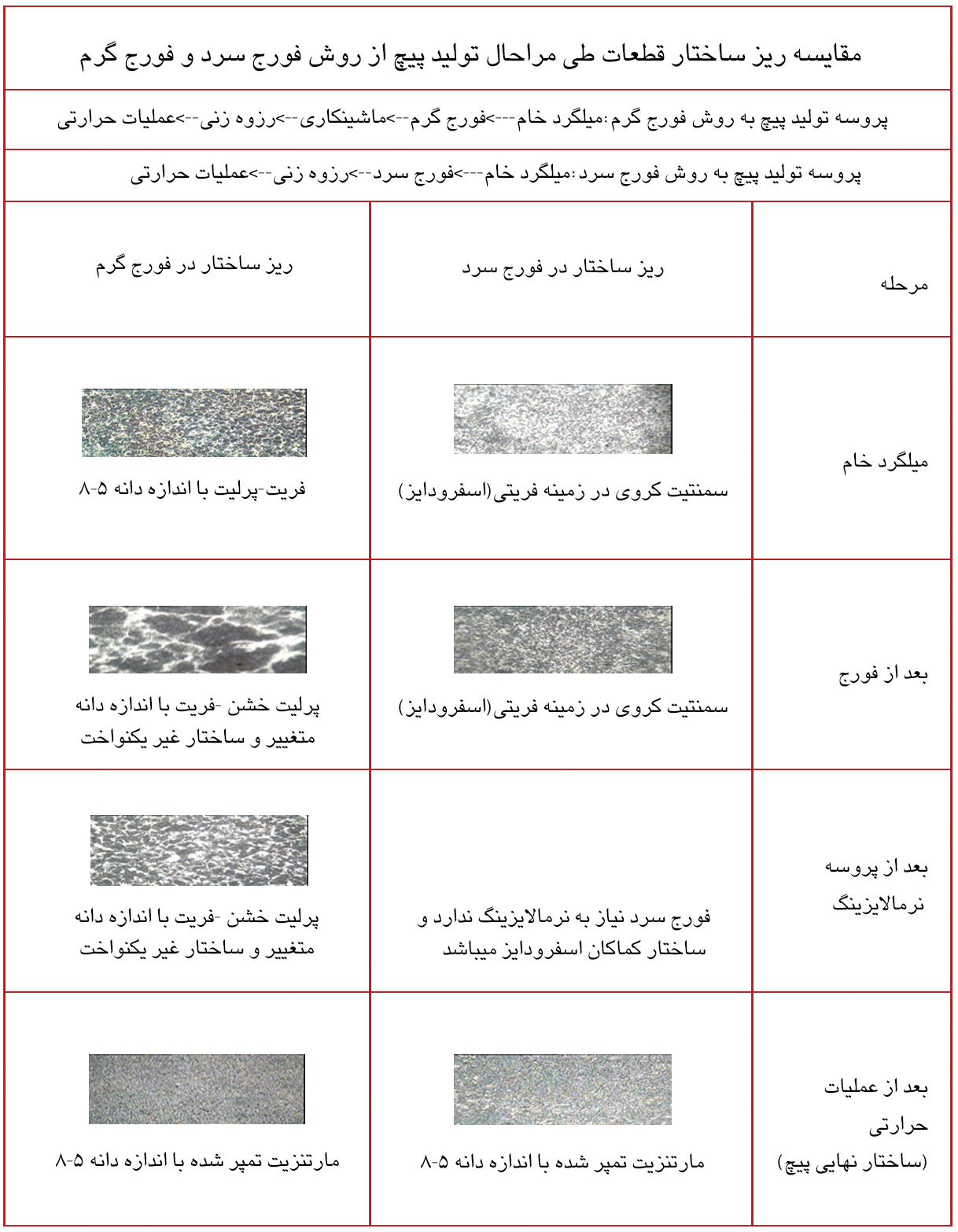
در پروسه تولید پیچ، دو روش فورج گرم و فورج سرد از دیرباز متداول بوده و در صورت انجام اصولی و تحت شرایط کنترل شده خواص مکانیکی استاندارد در هر دو روش قابل دسترسی می باشد ، در پروسه تولید پیچ به روش فورج گرم درصورتیکه شرایط تحت کنترل باشد عیوب متداول که در فورج گرم ایجاد میگردند قابل برطرف شدن است.
یکی از عیوبی که در روش فورج گرم می تواند وجود داشته باشد عدم یکنواختی در ریز ساختار (microstructure) می باشد که در صورتیکه پروسه نرمالایزینگ بعد از فورج گرم صورت پذیرد ساختار دانه ها کاملا منظم خواهد شد و عیوب ناشی از نابجایی ها برطرف می گردند و ریز ساختار (micro structure ) به شرایط فریت- پرلیتی بر میگردد.همانگونه که در جدول ذیل مشاهده میگردددر هر دو روش تولید گرم و سرد ساختارنهایی مارتنزیت تمپر شده با اندازه5-8می باشد.
دی کربوریزه شدن چیست؟
عامل اصلی سختی پذیری در فولاد کربن می باشد و به وسیله پروسه عملیات حرارتی می توان با توجه به آنالیز شیمیایی و به ویژه کربن ، سختی را در فولاد بالا برد. در صورتیکه قطعه فولادی در دماهای بالا قرار گیرد اگر محیطی که قطعه در آن حرارت دار می شود فاقد کربن باشد طی مدت زمانی کربن از سطح قطعه به محیط انتقال می یابد و این واکنش باعث می شود که سطح قطعه سختی کمتری داشته باشد که اصطلاحا می گویند قطعه دی کربوره شده و ساختار فریتی شده است .در پیچ و مهره بعلت اینکه دنده جز بسیار مهم قطعه می باشد دی کربوره گی بسیار بسیار خطرناک است و باعث می شود با اینکه کل قطعه مشکلی از لحاظ سختی و خواص مکانیکی ندارد دنده نرم باشد و بسرعت لهیده شود و عملا کارایی پیچ را از بین ببرد.
عکس ذیل نمونه دنده دی کربوره شده می باشد.

عکس ذیل از پیچ M36 شرکت سهند پولاد بعد از متالوگرافی تهیه شده است و همانگونه که مشاهده میگردد هیچ گونه لایه فریتی (سختی پایین) مشاهده نمی گردد.

پروسه دی کربورایزینگ از لحاظ سیننیکی نیازمند زمان است یعنی علاوه بر دمای بالا جهت دیفیوزیون کربن از قطعه به محیط زمان نیز نیاز است که در فورج گرم در شرایطی که پبش گرم قطعات به وسیله کوره های گازی و گازوئیلی انجام شود امکان دی کربوره گی روی قطعات وجود دارد در شرکت سهند پولادبعلت اینکه پبشگرم قطعات به وسیله سیستم الکتریکی توسط آپستر صورت می پزیرد زمان پیشگرم بسیار کوتاه است و امکان دی کربوره گی وجود ندارد علاوه بر این به علت وجود کوره های عملیات حرارتی با اتمسفر محافظت شونده با دقت%0.05 + ، کربن سطح قطعات مجددا در پروسه عملیات حرارتی تنظیم می گردد و امکان دی کربوره گی به صفر می رسد.
نتیجه گیری: تولید پیچ از هر دو روش فورج سرد و گرم در صورتیکه امکانات و تجهیزات لازم استفاده گردد کاملا علمی و قابل اطمینان می باشد و در صورتیکه دانش و تجهیزات لازم استفاده نگردد هر دوی این روش ها منتج به نتایج نا مطلوب در محصولات می گردند. آزمایش های مکانیکی مطابق آخرین استاندارد های موجود بیانگر این واقعیت است که پیچ های تولید شده به روش فورج گرم در شرکت سهند پولاد کلیه الزامات استاندارد را با ضریب اطمینان بسیار بالا تامین نموده و مشتریان گرامی با اطمینان خاطر در کلیه آزمایشگاههای معتبر می توانند ادعای به حق شرکت سهند پولاد را مورد کاوش و آزمایش قرار دهند.